In the late eighteenth century, English and Dutch glass houses were producing the first versions of
pressed glass on a modest scale. As each piece had to be individually crafted its time consuming
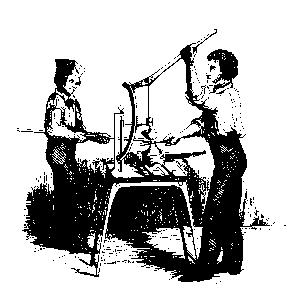
nature kept early ventures small. The drawing above illustrates the machinery used to create
these early pressed pieces. Other methods involved using a hand held iron tool quite similar to the
waffle iron to create small pieces such as the feet, or bases to be attached to larger free hand, or
mold created objects. It was also a source of producing flattened round disc, or wheel form
stoppers for bottles and fancy furniture knobs which were widely used during the period.
As shown, these early apparatuses were operated by two persons. The first had to take the molten
glass on its punty rod to the machine, where his partner would snip off the necessary piece with
shears letting it drop into the waiting mold fitted on the machine. They would then immediately
bring down the long lever handle closing the mold and pressing the glass into shape.
Common hazards with this method stemmed, quite understandably, from the operators gauging of
the amount of material to insert in the mold, and the resulting uneven distribution. There was the
danger of the glass cooling too quickly and cracking before it could be carried to the annealing
oven. Or the plunger half of the two part mold could come down slightly off-center and produce a
crooked, or unfilled piece.
An early discovery in the burgeoning expansion of this glass form involved the problems inherent
in the materials commonly available, soda based glass. The heated soda glass was not pliable
enough when pressed into the mold. The glass houses then resorted to the more costly lead based
glass mixture known as flint glass (due to its early composition containing ground flint). The lead
formula was a more satisfactory material that, while being heavy, was also more pliable and a
more easily controlled substance in the mold environment.
The majority of early pressed glass was small in size due the restrictive nature of the molds
available as well as the type of pressing mechanism(s) used. The typical early pieces were simple
items such as the aforementioned furniture knobs, small or flat tableware, plates, bowls and
compotes. Dips were common bowls used for just that purpose, generally salt dipping (salt during
that time not being refined as we know it today and subject to clumping and hardening).
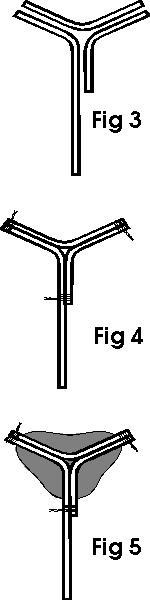
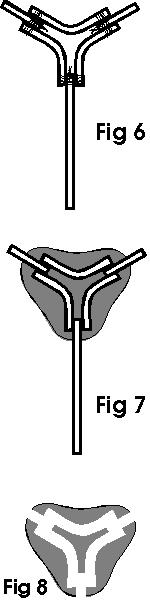
These initial pressing molds were generally carved on the molds plunger half, with the design
being molded into the bottom of the piece, leaving the interior smooth. Advancement arrived in
the period around the 1830's with the addition of the cap ring, a ring of metal that fit around the
mold plunger with it's carved design. With this augmentation the mold could be closed with the
ring helping control the glass distribution around the edge of the mold. The cap ring also helped
keep the decorative edging more uniform, creating a more pleasing look.
As the art form evolved and more elaborate work emerged, as expected, larger offerings were
attempted despite the natural difficulties. This resulted in combination style pieces, the most
common and prevalent example being candlesticks and lamps. Unusual pieces such as covered
compotes were created by joining two pressed pieces together with a molten wafer while both
sections were hot.
The bulk of pressed glass lamp pieces involved marriages between the pressed portion and the
molded piece as outlined. However, another method of conjoining the components involved
joining the pressed glass piece with a hollow metal pedestal, or marble column. Surprisingly
enough, plaster of Paris was commonly used to secure the pieces together, along with a metal rod
running up through the center and a metal cap ring securing the joint. So use caution with those
old lamps that you don't dissolve your plaster of Paris when cleaning!
During the mid 19th century, the offerings in the pressed glass marketplace increased to include
many newer designs such as cake stands, intricate serving plates and platters, bread plates, pickle
dishes, rose bowls and biscuit jars being introduced on a wider scale.
The shapes of objects continued to mature in context with the ever-increasing refinement of the
pressing process, as well as the competitive nature of the glass market. American glass was an
imminently saleable commodity during this period and its potential profit inspired many glass
factories to emerge and join in the development and expansion of the existing trade. Pitchers for
example, often had applied glass handles with a curlicue end. Instead, plain rounded bands of
glass were being attached to the rim near the top and bottom. These handles were heavier near the
bottom than near the rim where they tapered gradually. This innovention leant a completely new
look to the pieces produced.
Late Victorian pressed patterns often had pieces raised on a short pedestal, or short legs and feet
at each corner of the base. Putting legs, or little feet became quite popular and were incorporated
further into the increasingly ornate patterns with knobs and bands to match the feet throughout
the entire design.
Around this time the introduction of non lead, soda lime formulated glass meant that glass goods
could be produced much more cheaply. Soda lime glass was easier still to mold into the popular
detailed designs, and the charm of these elaborate patterns helped to mask the reduced brilliance
of the glass itself.
Another milestone during this general period was the development and subsequent popularity of
patterns in the tableware being produced. Prior to this, pressed glass had been created in an
unmatched manner, on an individual basis and level. Patterns became a success however, and the
resulting growth spurred increased production and innovations. For example, the Ribbon pattern
was created by alternating narrow bars of frosted and clear glass. Interestingly enough, the
frosting of the bars was achieved by machine grinding rather than the more common method of
acid fumes, showing the affect of increased production methods being incorporated to meet these
increasing demands. Another antique design featuring the frosted look was produced by the
Gillinder and Sons glass firm in Philadelphia, Pennsylvania. This line incorporated the frosted stem
with a prominent recurring subject (i.e. three lion faces) in conjunction with the usual top portion,
capped with the recurrent subject as a prominent finial.
The natural offshoot of creativity in pressed glass involves coloration. In accordance with the
popularity and wide spread beliefs and myths of the 17th century, glass makers devoted much
time researching the formula for ruby glass as it was believed that drinking from such glass would
give protection from all manner of ills, rather charming in retrospect. Colorations available to
these early glass workers and factories were normally produced using the metallic oxides. In small
amount, manganese helped produce good, clear glass while a higher concentration led to a light
purple color. Cobalt, or copper predicably resulted in varying shades of blue. Uranium (in its pre-radioactive era!) gave a yellow-green hue, later referred to as Vaseline'. Gold and copper were
necessary to produce the highly prized red. In a reversal from today's standards and popularity,
clear glass was considered the most desirable and also was the rarest.
Antique glass makers normally marked their pieces with initials, ofttimes cleverly concealing them
in the pattern. That, along with the definitive marks of the shear and annealing cracks, help date
old glass pieces. Pressed glass of the 19th century is reproduced on a wide scale today. Its
offspring, Carnival and Depression glass are also showing the enduring nature of these popular
glass forms. They are one of the few items that retain their value and interest due to irregularity
and minor imperfections.
Pressed glass was a marvelous innovation. As decoration it was invaluable, as main focus it was
and remains, enchanting. Just as todays artisans continue with the combination of mediums to
achieve their unique forms of artistic expression, so too did these early glass artisans marry form
and decoration into a lasting combination of beauty and function.

 Get a load of this quotation from the Spring 1996 issue of a magazine(1)
"for progressive retailers": "The biggest fashion trend to hit the jewelry scene
in a while is the 'Y' necklace. This item is most often crafted from beads.....with
spaces between them and a drop of one or two [beads] or a gemstone hanging from
the center to form a 'Y'." And there is more about "the all-important 'Y'".
In addition to reiterating the opinions just expressed, the magazine gives a
list of a baker's dozen "of the most popular" "techniques and styles in the
news" and gives the fourth place in the list to the 'Y' necklace. Also, NICHE
quotes Hedda Schupak, fashion editor of Jewelers' Circular-Keystone magazine
as follows: "There's no reason not to translate the look you love into something
that sells on a commercial level. For instance, if you're into the rough gem
look, you can still do the 'Y' neck with your favorite stones and a rough hewn
chain."
Get a load of this quotation from the Spring 1996 issue of a magazine(1)
"for progressive retailers": "The biggest fashion trend to hit the jewelry scene
in a while is the 'Y' necklace. This item is most often crafted from beads.....with
spaces between them and a drop of one or two [beads] or a gemstone hanging from
the center to form a 'Y'." And there is more about "the all-important 'Y'".
In addition to reiterating the opinions just expressed, the magazine gives a
list of a baker's dozen "of the most popular" "techniques and styles in the
news" and gives the fourth place in the list to the 'Y' necklace. Also, NICHE
quotes Hedda Schupak, fashion editor of Jewelers' Circular-Keystone magazine
as follows: "There's no reason not to translate the look you love into something
that sells on a commercial level. For instance, if you're into the rough gem
look, you can still do the 'Y' neck with your favorite stones and a rough hewn
chain."